线轨安装
一、线轨安装注意事项
当数控机床CNC电源不能接通,电源工作指示灯不亮时,主要应检查以下部分: 1、线轨表面出厂时均涂有防锈油,安装前先用棉纱擦拭线轨表面防锈油 ,然后再移动滑块,安装机床配套油嘴。 2、非互换性线轨配对使用时,要注意基准线轨与从动线轨的差异,基准线轨侧边基准面精度较从动线轨高,可作为机床的安装承靠面,基准线轨上刻有MA 记号,配对使用的线轨基准轨编号为奇数,从动轨编号为偶数,安装时按照符号的指示和基准面的选择安装线轨。 3、线轨基准面为 HIWIN 字样旁箭头所指示的侧边平面,滑块基准面则为进过研磨的光滑表面。 4、安装线轨时,非必要,不能卸下滑块。如果需要卸下,必须使用线轨附带的夹轨,并避免将夹轨拔出滑块(一个滑块配一个夹轨)。 5、安装线轨时,不能将非互换性线轨的滑块任意对调使用,以免影响精度。二、线轨的安装步骤
固定螺纹孔的配作 1、安装前必须清除机械安装面的毛边、污物及表面伤痕。 2、将主轨轻轻安置在床身上,按照图纸要求在侧面配作导轨压块的螺钉孔 M6,使用导轨压块将线轨压住,使线轨与侧向安装面贴合。 3、配作线轨固定螺钉孔 M8,使用 4.2 钻头及专用套工具确定螺钉孔的中心位置。 4、卸下侧面导轨压块,轻轻将线轨取下,将线轨表面粘附的铁屑清理干净,调整摇臂钻床,钻孔直径 6.7,手动攻丝 M8x1.5。 5、清理现场,用气吹干净配作螺纹孔过程中产生的铁屑,保证线轨接触面干净。
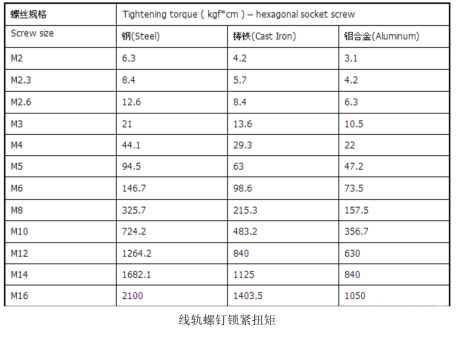
线轨的安装固定 1、将线轨轻轻放置在安装面,对齐螺纹孔,让线轨侧边基准面靠上床子线轨安装基准面。 2、试拧紧线轨固定螺钉以确认螺钉孔是否吻合,如果螺钉孔位不正强行锁附,易造成偏位影响组合精度与使用品质。此情况需用二锥对螺钉孔进行矫正。并将底部基准面大概固定到装配基准面上。 3、使用侧面线轨压块,按顺序将线轨侧边基准面压紧至装配面侧边基准面,以确定线轨位置。 4、使用扭力扳手,以特定扭力按顺序将线轨定位螺钉慢慢拧紧,将线轨底部基准面压紧至装配面底面基准面。 5、使用相同安装方式安装副轨。 6、自检,用光学平直仪测量线轨的安装精度。线轨在水平方向和垂直方向的直线度允差为 0.010mm,两导轨在全程范围内的扭曲为 0.02/1000mm,基准轨与从动轨的平行度允差≤0.010mm。 7、精度合格后安装线轨固定螺钉孔防尘盖,盖面略低于线轨表面。